










Bearbetade ämnen i koppar

Bearbetade ämnen i koppar, mässing, brons, nysilver, alubrons eller andra kopparlegeringar finns överallt i vår vardag. Från köksblandaren, till lager i stora maskiner eller strömskenor, i vindkraftverk spelar bearbetade kopparämnen en viktig roll.
Rent koppar är ett relativt mjukt material, så det är fördelaktigt att välja en legering med relativt hög halt av andra metaller – till exempel aluminium, tellur eller bly. Blylegeringar har dock sina utmaningar, vilket du kan läsa mer om i nästa avsnitt.
Det är också en fördel att välja ett hårdare tillstånd, eftersom härdningen gör materialet mer bearbetningsvänligt. Vi kan ge dig råd om den bästa legeringen för ditt projekt, så att du får rätt kombination av egenskaper.

Generellt är mässing ett av de mest lämpade materialen för spånskärande bearbetning. På spånskärningsindexet har mässingslegeringen CW614N index 100, vilket innebär att det är den mest lämpade legeringen för spånskärning av alla legeringar.
|
Spånskärningsindex |
|||
|
Mässing |
CW614N |
CuZn39Pb3 |
100 |
|
Lagerbrons RG7 |
CC493K |
CuSn7Zn4Pb7 |
85 |
|
Kopparlegering med tellur |
CW118C |
CuTeP |
80 |
|
Rent koppar |
CW004A |
Cu-ETP |
20 |
Bly och bearbetning
Koppar blir mycket mer lämpat för bearbetning när det legeras med bly (vanligt i mässings- och bronslegeringar). Bly gör spånen kortare och hårdare, så att de inte stör bearbetningen.
Samtidigt har bly flera hälsofarliga effekter och fasas gradvis ut från vår vardag. Bly omfattas bland annat av EU:s RoHS- och REACH-lagstiftning.
Lyckligtvis har flera legeringar med låg blyhalt utvecklats de senaste åren, som fortfarande är lämpade för bearbetning – till exempel mässingslegeringen CW724R med max 0,1 % bly, som uppfyller RoHS och REACH.
Spånskärande bearbetning
Om du känner till varje legerings egenskaper kan du bearbeta både koppar, mässing och brons – även om mässing utan tvekan är den mest lämpade av kopparlegeringarna. Det är bland annat därför mässing används till blandare, som är starkt bearbetade komponenter med hög detaljnivå och stor precision.
Vid bearbetning av rent koppar arbetar du med ett mjukt metall som samtidigt är mycket bra på att absorbera värme. Det kan vara svårt att bearbeta exakt i ett sådant ämne, så du bör vara försiktig med bearbetningshastigheten och använda rikligt med smörjmedel. På så sätt minskar du friktionen och därmed värmeutvecklingen.
Bronslegeringar kan däremot vara relativt hårda och spröda och kan innehålla spänningar. Därför bör du även här använda mycket smörjmedel och vara försiktig med hastigheten, så att metallen inte spricker på grund av temperaturskillnader i materialet.
Stansning
Stansning är ett effektivt sätt att göra hål i koppar och mässing, och metoden används bland annat vid tillverkning av strömskenor för elektriska ändamål.
Vid stansning arbetar man med legeringar som är relativt mjuka – men inte alltför mjuka. Om legeringen är för hård kan materialet spricka. Om den är för mjuk kan det vara svårt att få ett rent snitt.
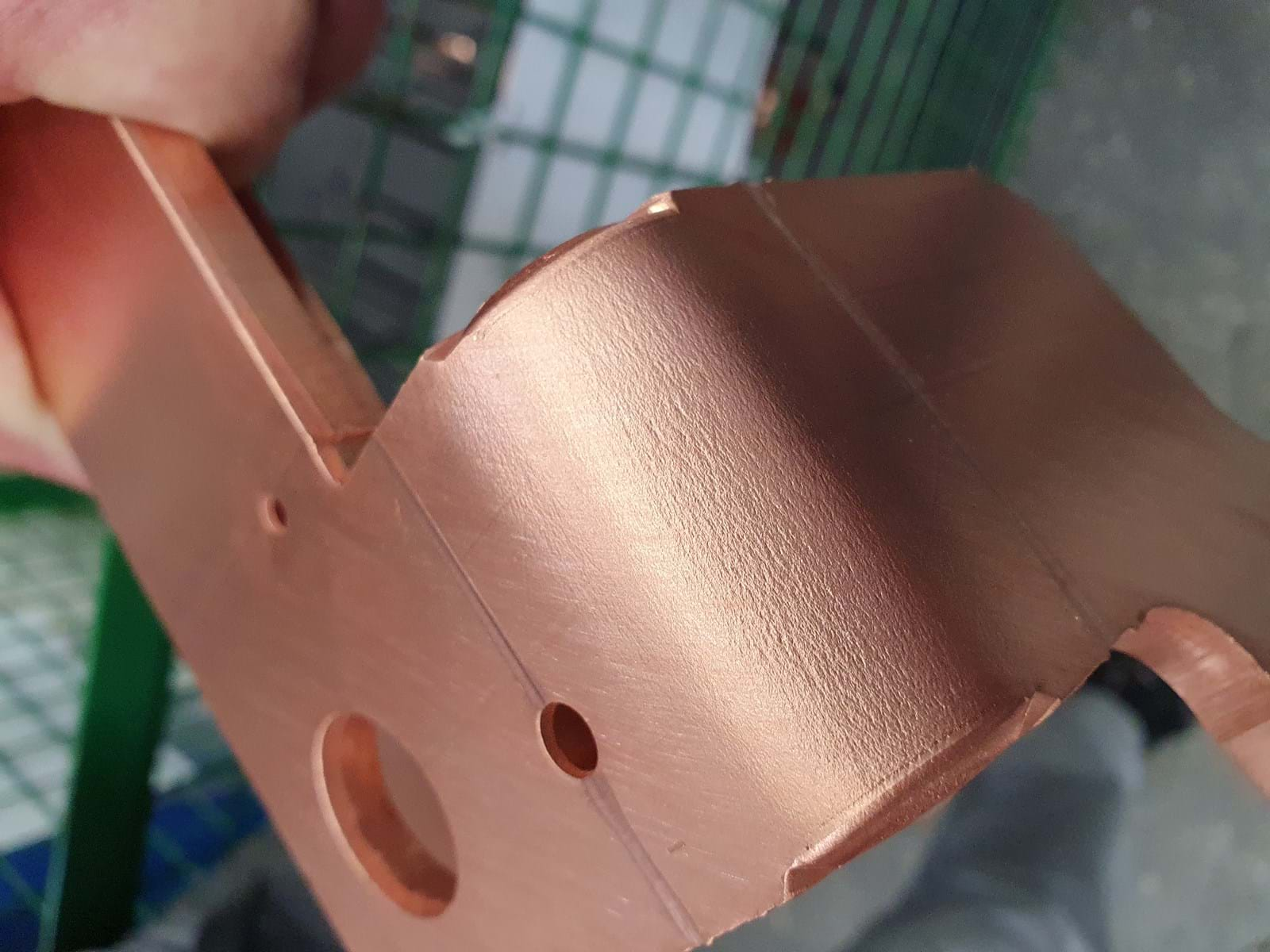
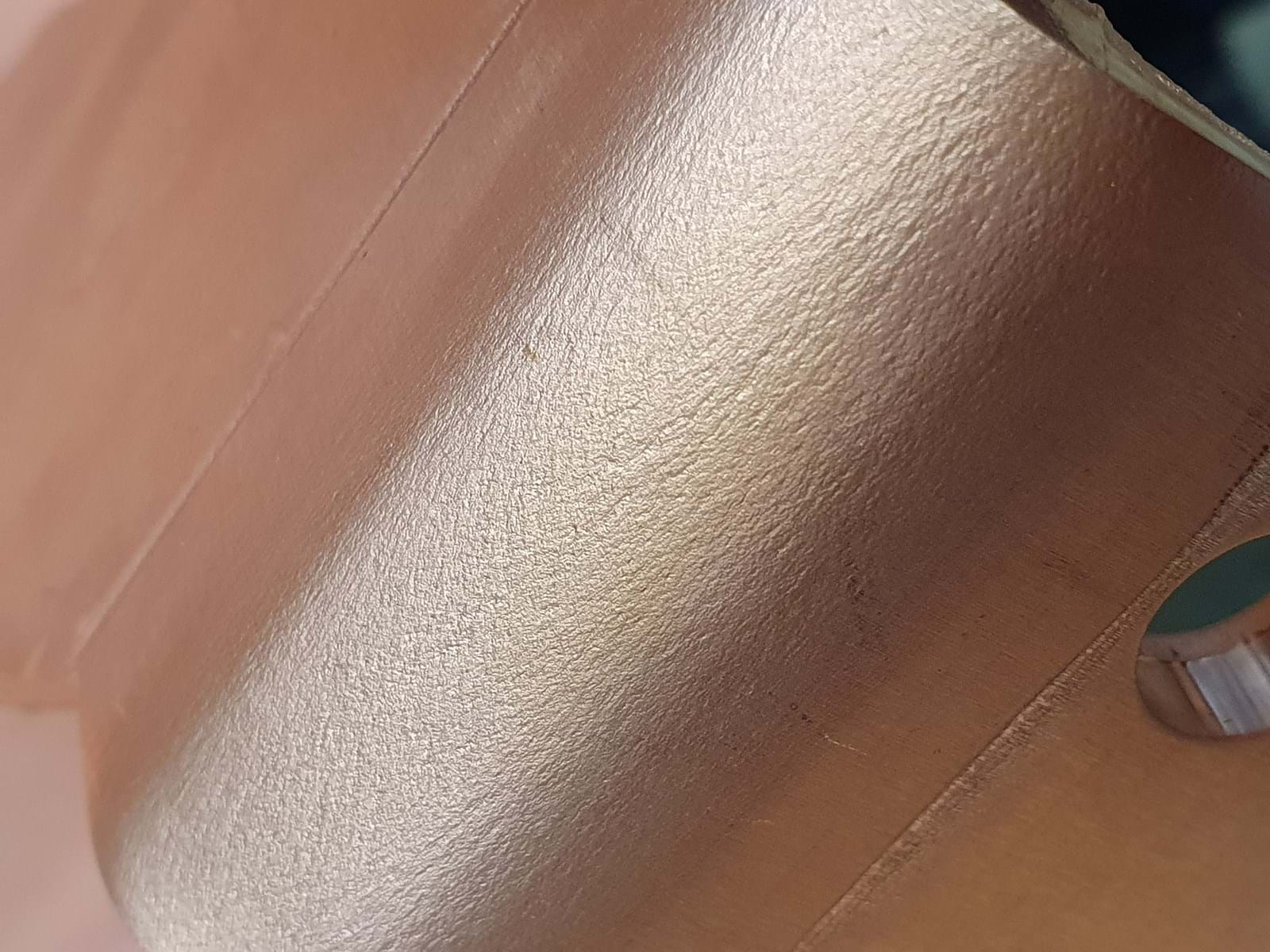
Det är viktigt att vara uppmärksam på hur materialet rör sig vid stansning. Om du stansar hålen för nära kanten får materialet synliga ojämnheter vid kanten.


Om stansning inte kan utföras utan bucklor, är alternativet att borra hålen. Borrning ger ett snyggare resultat, men är också en betydligt dyrare process.
Därför rekommenderar vi alltid att du rådgör med Alumeco eller din underleverantör om det specifika projektet – särskilt om ämnet ska bockas efter stansning. Vi kan hjälpa till att designa ämnet korrekt så att bearbetningen går smidigt.
Vattenskärning och laserskärning
Vattenskärning och laserskärning är två vanliga metoder för snabb och effektiv beskärning av tunnare kopparplåtar. Vid laserskärning bör du dock vara medveten om att koppar kan reflektera laserstrålen tillbaka in i maskinen – därför rekommenderar vi att du alltid rådgör med tillverkaren av laserskäraren innan du laserskär koppar.
Oavsett om du väljer vattenskärning eller laserskärning får du mycket stor frihet i bearbetningen.
Bockning och deformation
Koppar- och mässingslegeringar är generellt mycket lämpade för bockning, djupdragning och annan kall deformation. Det är därför man traditionellt har använt koppar och mässing till patronhylsor, som kräver extrem djupdragning. Det gäller även t.ex. specialkomponenter till termostater.
Generellt kan man säga att ju mjukare och tunnare materialet är, desto mer kan det bockas, dras och formas. Därför rekommenderar vi att du väljer material som är särskilt lämpade för djupdragning – kallat djupdragningskvalitet.
|
Tjocklek (t) |
Minsta bockradie |
|
0-10 mm |
Minimum 1 t |
|
11-25 mm |
Minimum 1,5 t |
|
26-50 mm |
Minimum 2 t |
| Källa: Kupferverband / Kupfer.de | |
Om du bockar med för liten radie kan små sprickor uppstå i ytan:
-
 Koppar med pressmuttrar.
Koppar med pressmuttrar. -
 Kopparämne med pressmuttrar.
Kopparämne med pressmuttrar. -
 Förzinkad koppar med pressmuttrar
Förzinkad koppar med pressmuttrar -
 Isolerad flexibel skena.
Isolerad flexibel skena. -
 Förzinkad, flexibel kopparskena med isolering.
Förzinkad, flexibel kopparskena med isolering.
/
Svetsning av koppar
Koppar och mässing kan svetsas precis som andra metaller. Du bör dock vara medveten om att den mycket höga värmeledningsförmågan gör att värmen snabbt försvinner in i materialet.
Därför är arbetsstycket vanligtvis förvärmt till en högre temperatur, så det är lättare att behålla mer av värmen i svetsområdet och hålla svetstemperaturen tillräckligt hög.
Som utgångspunkt är det en fördel att välja en legering med låg syrehalt när du behöver svetsa. Vi rekommenderar till exempel CW008A (Oxygen Free) eller HCP/DHP (CW021A/CW024A).
En legering som ETP (CW004A) kan vara utmanande att svetsa eftersom den innehåller syre, som omvandlas till vatten under svetsning och kan orsaka väteförsprödning.

Pressvetsning
Pressvetsning är en unik svetsmetod för koppar. Med denna metod kan tunna laminatremsor svetsas ihop till ett massivt block med hjälp av tryck och hög temperatur. Detta ger en sömlös övergångsfas mellan den solida kopparn och de flexibla lamellerna.
Precis som vid konventionell svetsning är HCP och DHP (CW021A och CW024A) vanligtvis legeringar för pressvetsning.
TIG- och MIG-svetsning
Syre och väte från luften kan orsaka problem vid svetsning, varför det rekommenderas att använda en skyddsgas vid svetsning av koppar. De vanligaste metoderna för svetsning av koppar är TIG- och MIG-svetsning – och återigen är det viktigt att förvärma materialet så att svetsfogen kan hålla en tillräckligt hög temperatur under hela svetsen.
TIG står för Tungsten Inert Gas, och här används en elektrod av volfram (kallad volfram) vid svetsning. TIG är en handhållen svets, och den är lätt att kontrollera och göra snygg.
MIG står för Metal Inert Gas och är en automatisk svetsmetod. Metoden är betydligt snabbare än TIG-svetsning, men mindre exakt.
Flätad och tvinnad koppar
Koppar har fördelen att det kan dras till otroligt tunna trådar (0,2 mm). Detta är en stor fördel för roterande applikationer eftersom arbetsstycket blir mycket flexibelt.
Både flätade och tvinnade föremål tillverkas genom att fläta eller vrida ihop flera hundra eller tusentals enskilda trådar. För båda typerna ger 1600 trådar ett tvärsnitt på cirka 50 mm2.
Vad ska du välja?
Tvinnade trådar är bekanta från ledningar, kablar och andra industriella applikationer. Det är ett effektivt sätt att bilda en stark tråd som tål upprepad böjning och rörelser i flera riktningar. Tvinnade föremål är vanligtvis mer motståndskraftiga än flätade föremål, medan flätade föremål vanligtvis är mer flexibla.
Rotting har också fördelen att den är tillverkad som en så kallad strumpa, så att den kan pressas platt. Vriden koppar kommer vanligtvis att ha en solid rund form som inte kan ändras.
Det finns därför för- och nackdelar med båda typerna, och rätt lösning beror på den specifika installationen.
-
 Tvinnad koppartråd
Tvinnad koppartråd -
 Kopparskena med flätad mittdel.
Kopparskena med flätad mittdel. -
 Kopparskena med tvinnade trådar.
Kopparskena med tvinnade trådar. -
 Förzinkad samlingsskena med 6 lager flätad koppartråd.
Förzinkad samlingsskena med 6 lager flätad koppartråd.
/
Lödning
Lödning används i stor utsträckning i koppar och kopparlegeringar och används bland annat för tillverkning av värmeväxlare och montering av elektriska komponenter.
Detta görs genom att tillsätta ett flussmedel, t.ex. en annan kopparlegering med lägre smältpunkt än de två föremålen som ska lödas. Det smälta flussmedlet reagerar med ytan på de två föremålen så att de stelnar ihop till ett material.
Lödning är särskilt lämplig för applikationer där materialet antingen är för tunt för svetsning eller där det inte finns utrymme för svetsning. Inom VVS-industrin används lödning speciellt för installationer av rör, t.ex. i privata hem.